



T型槽试验平台的T槽加工工艺,先孔后面,对于平台应先加工平面后加工孔,这样就可以以平面定位加工孔,确定平面和孔的位置精度,而且对平面上的孔的加工带来方便。主要表面的光整加工,如珩磨、研磨、精磨等,应放在工艺路线后期阶段进行,以免光整加工的表面,由于工序间的转的运和安装而受到损伤。先加工基准面:T型槽试验平台在零件加工过程中,作为定位基准的表面应先加工出来,以便尽快为后续工序的加工提供精基准。
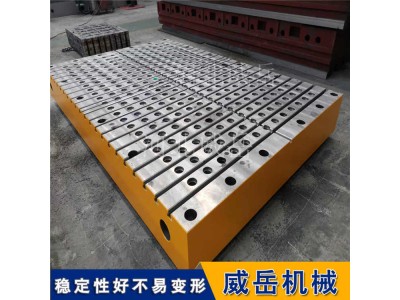
HT200-300T型槽试验平台可以用于检验机械零件平面度、平行度、直线度等形位公差的测量基准,也可用于精度准零件的划线和测量、实验、铆焊、焊接、基础、工作台等,工作面采用刮研工艺,工作面可以设计圆孔、长方孔、方孔、T型槽、U型槽、V型槽。
T型槽平台平面度检验,T型槽平台平面波动量:将平面波动仪放在T型槽平台工作面上,沿任意一直线方向移动平面波动仪,移动距离为T型槽平台对角线长度的一半且不应小于200mm,取平面波动仪的指示表分度值为0.001mm上较在值与较小值之差。即为被检T型槽平台工作面的平面波动量。
T型槽平台工作表面的平面度,用斑点法检验时在25mm平方面积内,对于0级T型槽平台特点和1级的T型槽平台特点,不少于25点,2级的T型槽平台特点应不少于20点,3级的T型槽平台不少于12点。
T型槽试验平台工作面的平面是衡量平板质量的主要精度指标。按平板工作面平面度的公差允许值确定出平板准确级别,因此重视平板工作面平面度的检定。T型槽试验平台平面度检定的准确度是平板使用质量的。线点布置、重合度、检定工具检定的不确定度、检定方法、评定原则、数据处理是T型槽试验平台平面度检定准确度的关键。T型槽试验平台工作面平面度检定时注意这些问题,有助于检定质量的提高。
T型槽试验平台的光洁度检验,光洁度的实物标准器是标准单刻线样板和标准多刻线样板,二者都由1到14级的标准样板组成。由于标准样板的检定精度要求较高,相对误差在2-3%,目前尚没有合适的仪器可与鉴定,只能用比对方法检定。各种光洁度工艺样板,粗造对比块,可用双管显微镜检定9级以下、干涉显微镜检定10级以上和电动轮廓仪检定3-12级进行检定。
联系人:销售部卫经理 15533753786
详询可登陆我们的官网:http://www.chinaweiyue.com/
铸铁装配平台使用和保管要求
在铸铁装配平台的使用过程中,应注意避免坚硬的工具敲打或碰撞铸铁装配平台的表面,来铸铁装配平台的精度。如果长时间不使用铸铁装配平台,可以用黄油涂抹然后用油纸覆盖,务必平台的表面不生锈。
铸铁装配平台在使用过后如果不能正确的保管会出现生锈,以至于造成下次使用的不便,我们平时不准用手或是比较潮湿的物体接触铸铁装配平板的工作表面,以免引起铸铁装配平台表面生锈。在使用期间,好把铸铁装配平台挑选一个合适的地方来存放。
使用之前,先进行安装调试,以防损坏铸铁装配平台,铸铁装配平台的工作面;铸铁装配平台使用过程中要注意防潮、防腐蚀,同时注意不要将装配铸铁平台、铸铁装配平台放于过高和过低的温度环境下存放;工件的重量不要超过铸铁装配平台的额定载荷,以免造成工作质量降低以及损坏装配平板的结构使之变形。在装配铸铁装配平台使用完哔后,应将铸铁装配平台清洗干净,同时作好防锈工作。一般铸铁装配平台的使用寿命很长,只要采用正确的方法使用和存放,铸铁装配平台工作面的精度可以保持使用2年以上,当精度降低时可以通过调试或刮研工艺恢复。
不论是经常使用的铸铁装配平台的量规还是不经常使用的量规,都要定期进行外部检查,看有没有损伤、锈蚀或变形。假如,发现量规开始生锈,应及时放进汽油内浸泡一段时间,再取出仔细擦干净,并涂上防锈油。后,不要轻意把两个铸铁装配平台的量规的工作表面配合在一起保存,如塞规和环规套在一起,这样做两个工作表面会相互胶合,加外力分开时会受到不的损伤。
铸铁装配平台用途适用于各种检验工作,测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作 划线。在机械制造中也是的基本工具。材料为铸铁HT200-250工作面硬度为HB160—210.经过两次处理,人工退火600----700和自然时效3年,使该铸铁装配平台的精度稳定,能好。铸铁装配平台的铸铁材质,在潮湿的环境下很容易生锈,因此在使用完平台后需要将平台的工作表面擦拭干净,用防锈油涂抹表面。
联系人:销售部卫经理 15533753786
详询可登陆我们的官网:http://www.chinaweiyue.com/
以上就是关于T型槽试验平台检验平面度和光洁度全部的内容,关注我们,带您了解更多相关内容。


